








經驗豐富-技術過硬-執掌于胸,源自精深于行
Experienced and strong in technology.順祥8年來為上萬家客戶提供了優質的產品,并獲得一致好評。公司技術人員也不斷引進高端新技術,為創造高質量產品不斷的努力

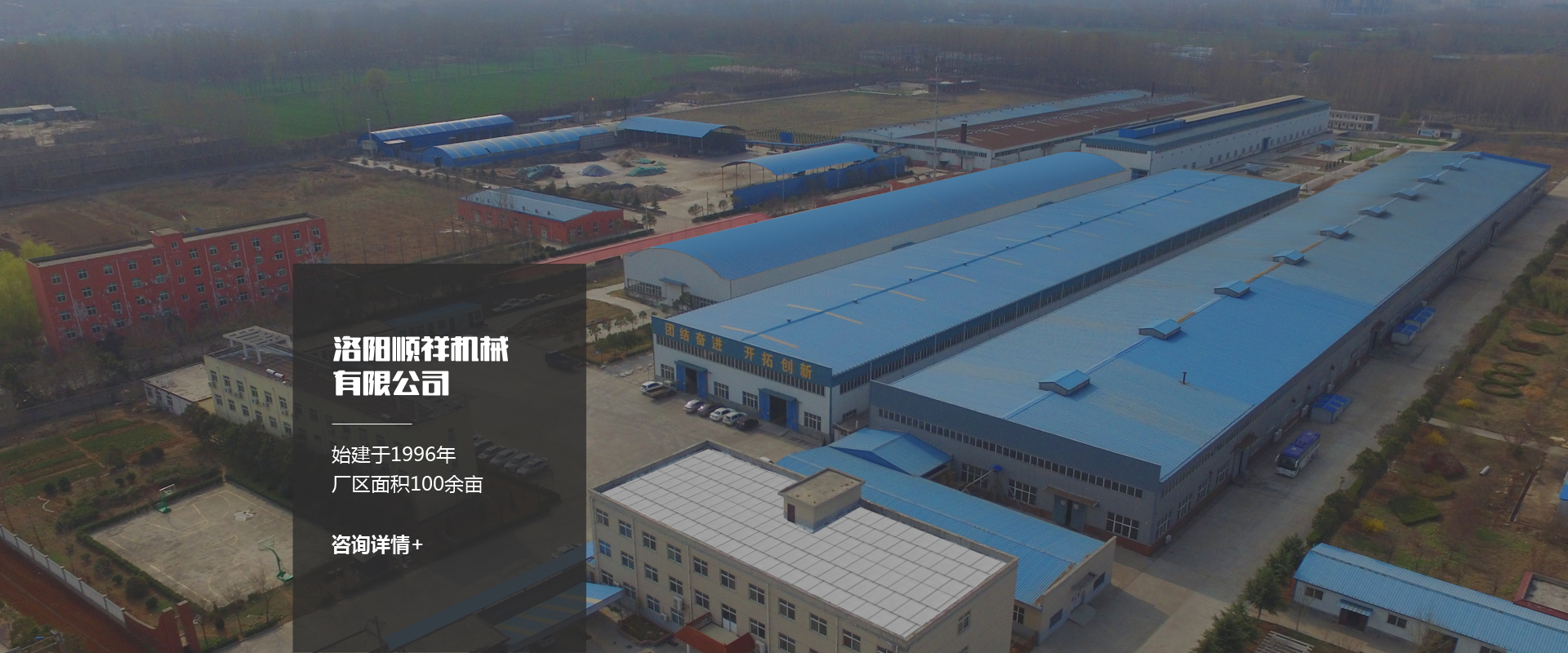

企業實力-匯聚知本智慧 鑄就科技先導
Enterprise strength - convergence of knowledge, wisdom and technology leader洛陽順祥機械有限公司始建于1996年,廠區面積100余畝,員工人員150人,其中熱處理中心高級工程師4名,工程師6名,技術力量雄厚,管理規范,先進的檢測設備,構成了完整的熱處理體系。

經驗豐富-技術過硬-執掌于胸,源自精深于行
Experienced and strong in technology.順祥8年來為上萬家客戶提供了優質的產品,并獲得一致好評。公司技術人員也不斷引進高端新技術,為創造高質量產品不斷的努力
一條龍服務-精于檢,敏于量
One stop service is good at checking and being sensitive.公司擁有萬噸產能的V法鑄造生產線和千噸樹脂砂、覆膜砂生產線鑄造、熱處理、機械加工和鉚焊中心,可滿足客戶機械制造加工的一切需求






洛陽順祥機械有限公司,是集礦山機械產品研發、機械制造、安裝調試、技術服務、銷售為一體的公司,不斷為用戶提供平價的產品和貼心的服務。公司擁有萬噸產能的V法鑄造生產線和千噸的樹脂砂、覆膜砂生產線鑄造中心、熱處理中心、機械加工和鉚焊中心,可滿足客戶機械制造一條龍服務。 鑄造設備:萬噸產能的V法鑄造生產線、千噸的樹脂砂、覆膜砂生產線熱處理設備:臺車、中頻表面淬火機床、井式加熱爐、井式滲碳爐。 檢測設備:光譜分析儀、超聲波探傷儀、還可從事磁粉探傷,著色探傷。 主要經營加工項目:退火、正火、淬火、回火、調質、滲碳、固溶和時效處理。熱處理中心有***工程師2名,工程師4名,技術力量雄厚,管理規范,先進的檢測設備,構成了完整的熱處理體系。
